Flame-Proof Precision. Engineered for Safety and Control.
The chemical industry demands highest level of safety—especially when working with flammable, abrasive, or hazardous materials. Even minor failures in containment or extraction can result in serious risks, equipment damage, or regulatory non-compliance.
We design and deliver ATEX-compliant, intrinsically safe systems built to perform reliably in explosive and high-risk environments. With flame-proof engineering, advanced filtration, and robust construction, our solutions ensure complete containment and safe handling of hazardous powders.
From material transfer and vacuum extraction to storage and precise dosing, we provide fully customized, turnkey powder handling systems. Each solution is tailored to your process layout, material characteristics, and safety requirements—ensuring seamless, pressure-ready operation without compromising efficiency or compliance.
Our Solutions for Chemical Industry Includes:
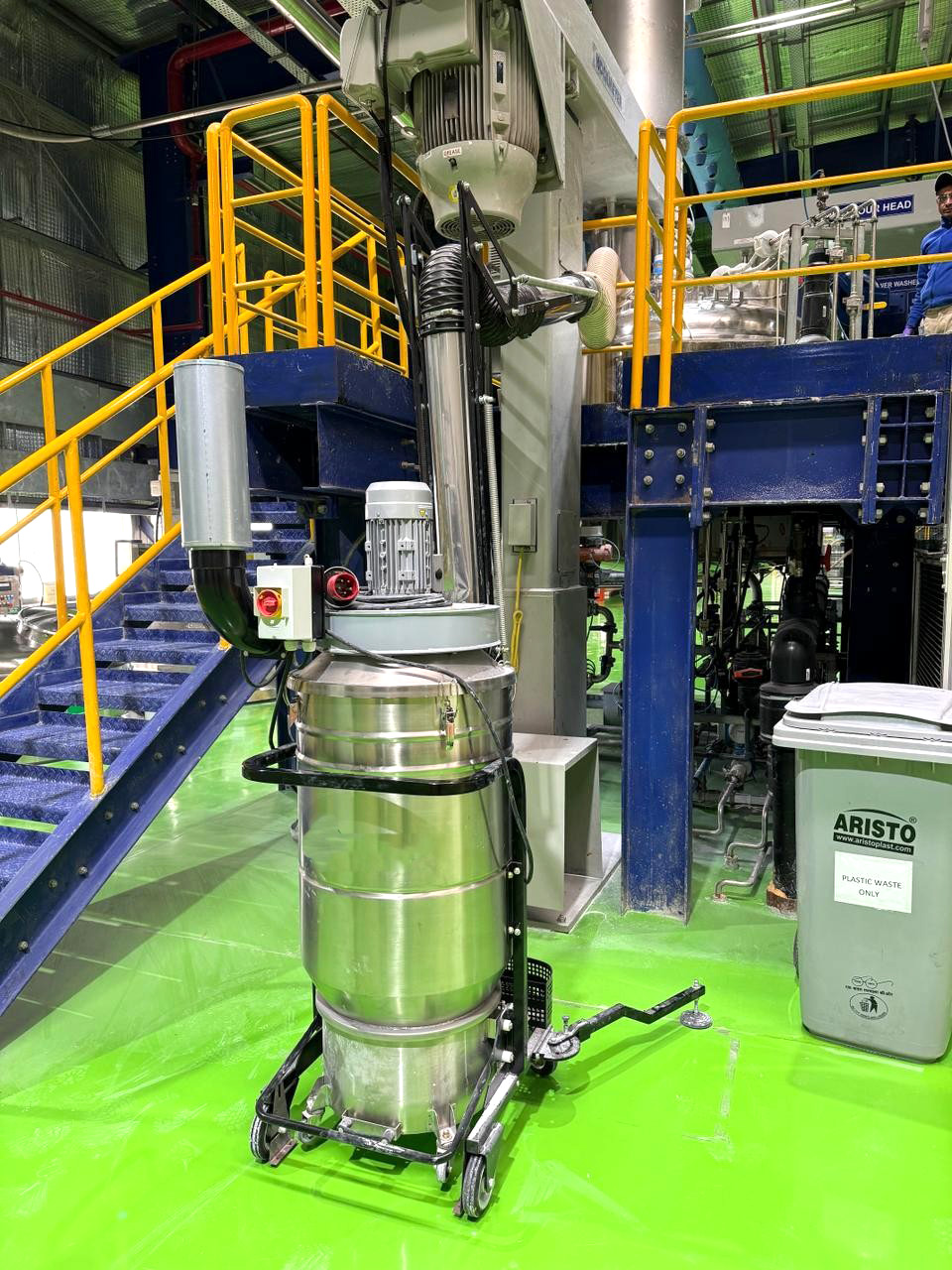
Compressed Air/ ATEX Vacuum Cleaner
Pneumatic Conveying System
Dust Extraction System
Centralized Vacuum System
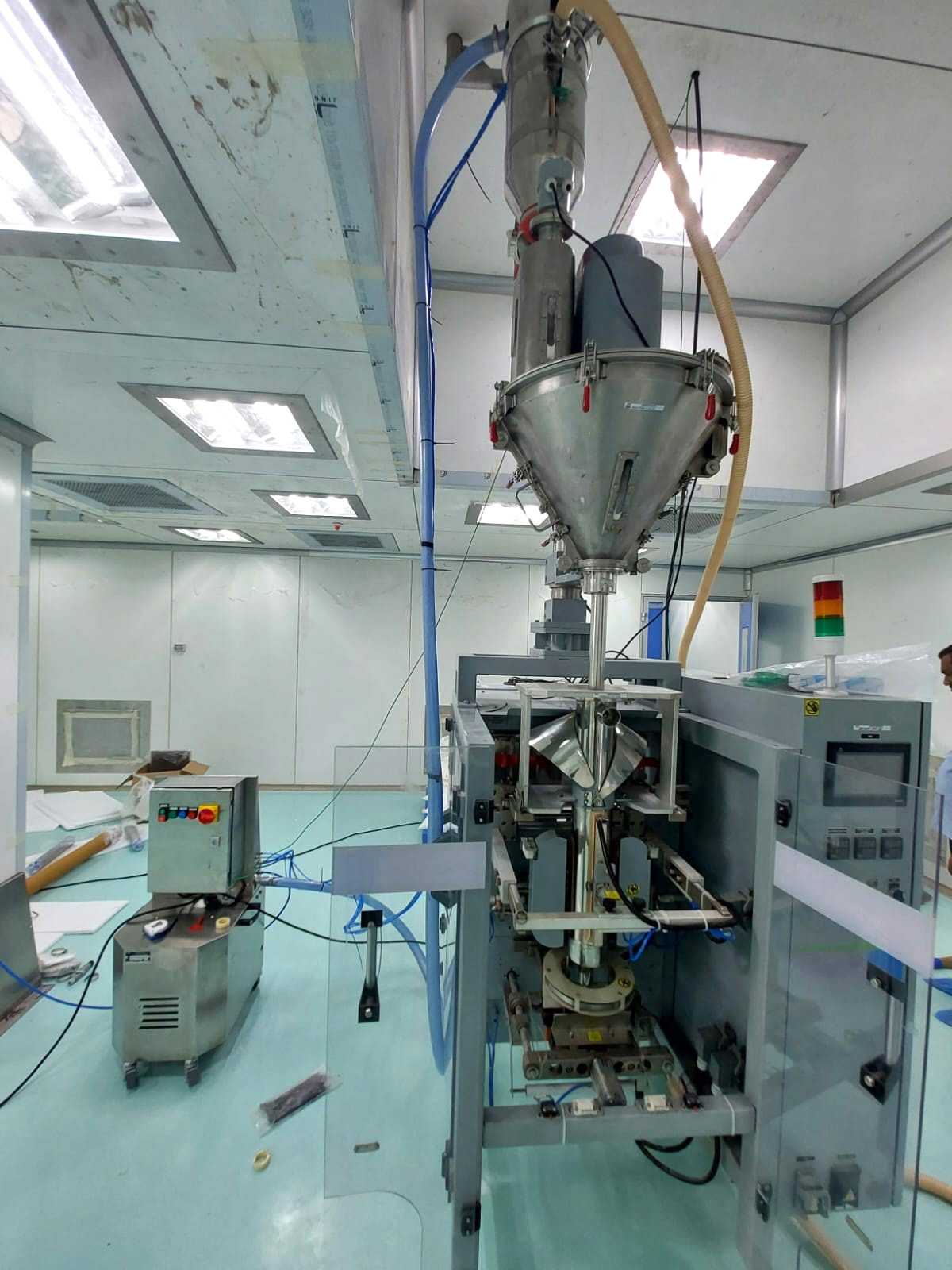
Powder Handling & Dosing Solutions on Turnkey Basis
Our pneumatic conveying systems are engineered to handle a wide variety of powdered, delicate, and granular materials. Designed for both single and multiple loading points, these systems are ideal for chemical processing environments where material integrity and safety are critical.
Dustex systems are suitable for use in hazardous zones and are capable of transferring materials over distances ranging from 5 to 150 meters using both dense and dilute phase conveying methods. Systems are designed and built following ATEX guidelines to meet stringent industry standards of material handling.
Every solution is developed with a focus on safety, hygiene, and ease of maintenance. Components such as suction units, hoppers, accessories, and piping can also be supplied with specialized coatings where required. Additionally, our systems can be customized through intelligent controls and software to meet specific operational needs.
For smaller quantities, air-operated powder transfer systems provide an efficient, safe, and compliant solution—widely accepted across the chemical industry.
With Dustex, safety isn’t optional—it’s built into every system we deliver.
Our Products
Our Applications